



法蘭加工多軸鉆孔機床生產廠家
法蘭加工多軸鉆孔機床生產廠家
作者:郁都機械 發布時間:2020/11/21 15:00:10來源:泊頭市郁都機械制造有限公司

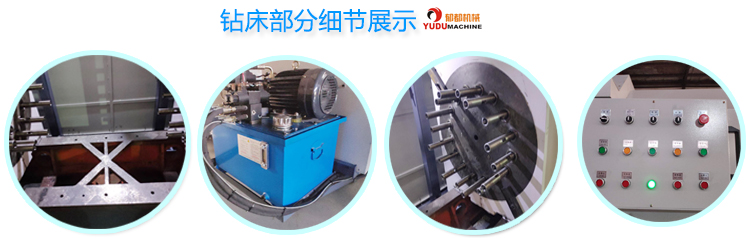
法蘭加工多軸鉆孔機床
在使用時,不允許隨意改變控制系統內制造廠設定的參數。這些參數的設定直接關系到機床各部件動態特征。只有間隙補償參數數值可根據實際情況予以調整。擴孔是用多孔鉆床擴孔鉆對工件上已鑄出或鉆出的孔進行的加工,用以擴大孔徑,并提高孔的加工質量。擴孔可作為要求較低的孔的終加工工序,或作為餃孔前的預加工工序。擴孔鉆的結構與用麻花鉆鉆孔相比,法蘭多軸鉆孔機床具有如下特點:
1、精度高,表面粗糙度小 因擴孔時切削小,切屑窄,易排出,不易刮傷已加工表面,有利于提高表面粗糙度;因切削小,擴孔鉆的鉆心相對粗大,提高了鉆頭的剛性,有利于提高加工精度。
2、生產率高 擴孔鉆的切削刃不必自外沿延續到中心,因此軸向力較小,可采用較大的進給量,同時擴孔鉆上有3-4個刀刃進行切削,地提高了生產效率。
多軸鉆床被廣泛的使用在機械零件的行業中,所有東西用久了之后會變得遲鈍,多軸鉆床也是如此,好的解決辦法是為它加些機油,起到潤滑的作用,這樣才能的工作。不過在更換的時候也應該注意一些事項:
1、平時注意觀察鉆銑床主軸潤滑油油量,當油量低于L線時,即需加油,加油時,旋開上防塵蓋,將清潔的潤滑油加入,加至H線時即可,再將防塵蓋旋緊。
2、當主軸箱潤滑油太混濁即須換油,換油時,注意拆螺絲時要小心,先用盒子放好在下面準備接油,螺絲快全部松開時要小心要將盒子拿高一些,以防濺到臉上或身上。
3、當廢潤滑油放盡時,再放一些干凈油清洗一下,待清洗好后,將卸油孔螺絲重新裝上并擰緊。同一開始相同,加入干凈的潤滑油。
河北郁都機械在考慮到該機床在工作進給時負載較大,速度較低。而在快進、快退時負載較小,速度較高。從節省能量減少發熱,泵源系統宜采用雙泵或變量泵供油。現采用帶壓力反饋的限壓式變量泵。調速方式的選擇,在中小型機床的液壓系統中,進給速度的控制一般采用節流閥或調速閥。根據銑削類機床工作時對低速性能和速度負載特性都有要求的特點,決定采用限壓式變量泵和調速閥組成的溶劑節流調速。這種調速回路具有高發熱少和速度剛性好等特點,并且調速閥裝在回油路上,具有承受負載切削力的作用。
郁都閥門專機機床操作簡單,每個工人都可以同時操作2-3臺,為客戶節省了人工,提高了工作效率,是閥門,消防栓生產廠家的理想生產設備。
18232867380
18232867380
18232867380
2783834659@qq.com

泊頭市郁都機械制造有限公司 2011(C)版權所有 并對網站所有內容保留解釋權 冀ICP備13019641號-3 
冀公網安備13098102000400號